蜂窝活性炭是一种单通道、整体式吸附剂和载体材料,具有气流分布均匀、床层压降小、空隙结构发达、比表面积大和抗酸碱腐蚀性强等优点。蜂窝活性炭在挥发性有机物吸附处理、烟气低温脱硝处理和烟气脱硫处理等方面研究成为热点。本文在实验室研究的基础上,考察干燥方法、泥料液固质量比、泥料陈化时间、粘结剂类型及添加量对活性炭蜂窝体干燥开裂的影响。
挤压法是制备蜂窝活性炭较简单的方法,含炭脊性料经塑化剂塑化后挤压成型、干燥、炭化和活化处理即得到蜂窝活性炭。研究表明,含炭脊性料可用煤炭、糠醛渣和树脂等可炭化材料,也可直接用活性炭。直接以活性炭为原料,湿蜂窝体干燥后再经惰性气氛焙烧即可;而以可炭化料为原料,干燥后的蜂窝体需要经炭化、活化两次高温处理。因此,以活性炭为原料,采用挤压法制备蜂窝活性炭是节能、环保的制备方法。但活性炭微孔结构发达,饱和吸水量大,塑化时需要添加大量水以提高泥料的可塑性,易造成湿蜂窝体干燥时变形、开裂,制约成品率。干燥开裂是制备蜂窝活性炭的技术瓶颈,研究影响活性炭蜂窝体干燥开裂的因素对提高成品率具有重要意义。
1、实验部分
1.1 蜂窝活性炭的制备
蜂窝活性炭制备工艺如图1所示。活性炭、粘结剂和润滑剂干混后加水捏合,然后陈化、练泥,再进入成型装置挤制蜂窝体,将外壁完好的湿蜂窝体进行干燥,干燥品置于惰性气氛进行焙烧,即得到活性炭蜂窝体产品。
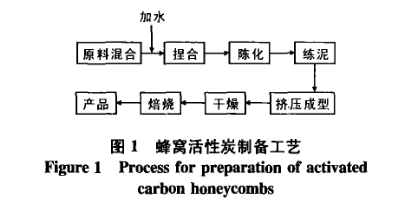
图1 蜂窝活性炭制备工艺
1.2 湿蜂窝体的干燥
制备的蜂窝体规格为50mm×50mm×100mm,壁厚0.8mm,节距2,8mm。釆用自然干燥、热风干燥和微波干燥,观察干燥制品壁面及端面裂纹数量,无裂纹即为合格品,合格品占制品总数的比例定为成品率。
2、结果与讨论
2.1 干燥方法
表1 为对流干燥和微波干燥方式对活性炭蜂窝体干燥成品率的影响
| 干燥方法 | 干燥温度 | 干燥时间/h | 成品率/% |
| 自然干燥 | 室温 | 120-240 | 0-100 |
| 热风干燥 | (60-120)℃ | 1-2 | 0-10 |
| 微波干燥 | 微波功率800W | 0.17-0.27 | 80-100 |
由表1可以看出,自然干燥成品率的变化范围较大,热风干燥的成品率较低,微波干燥的成品率较高,且干燥时间短。
自然干燥的速率由气温和相对湿度控制,气温高、相对湿度小时,干燥速率较大,但坯料内外干燥收缩差异也大,蜂窝体成品率较低;气温低、相对湿度大时,干燥过程缓慢,坯料内外干燥收缩差异较小,成品率相对较高,但干燥时间长。
热风干燥由于温度梯度和湿度梯度(水分的内扩散方向)方向相反,在干燥开始阶段,坯体壁面和热风入口侧坯体端面的温度高于坯料内部温度,水分外扩散快,内扩散慢,壁面内外和坯体两端面的干燥收缩差异大,容易出现外壁开裂和口裂,成品率比较低。
微波干燥使坯料内外同时受热,加热速率快,且水分蒸发使壁面温度低于坯料内部温度,温度梯度和湿度梯度方向一致,故干燥时间短,成品率高。
2.2 泥料液固质量比
活性炭属脊性料,难以直接在外力作用下通过模具挤制成型,需要添加塑化剂使其具有可塑性。表2为在加入的无机粘结剂占活性炭总质量的20%、有机粘结剂占活性炭总质量的8%、陈化时间20h和微波干燥时间16min条件下,液固质量比(水的质量除以干料质量)对活性炭蜂窝体成品率的影响。
表2 液固质量比对活性炭蜂窝体成型及干燥的影响
| 液固质量比 | 挤出成型情况 | 成品率/% |
| 0.45 | 蜂窝体无外壁 | —— |
| 0.75 | 蜂窝体外壁角裂 | —— |
| 0.91 | 蜂窝体四壁完好 | 100 |
| 1.10 | 蜂窝体弯曲 | 100 |
| 1.30 | 蜂窝体严重弯曲 | 100 |
| 1.50 | 蜂窝体坍塌 | —— |
由表2可见,随着液固质量比的增加,蜂窝体挤出成型状况得到改善,但液固质量比过高,蜂窝体弯曲变形严重。此外,在保证蜂窝体成型状况良好前提下,增加液固质量比对干燥开裂的影响并不明显,原因是活性炭材料具有发达的微孔结构,大量自由水在干燥时可通过毛细管快速扩散出去,削弱了坯体内外干燥收缩的不均匀性。适宜的液固质量比为0.91。
2.3 粘结剂
2.3.1 无机粘结剂
表3为液固质量比0.91、加入有机粘结剂占活性炭总质量的6.5%、陈化时间4h和微波干燥时间16min条件下,活性炭蜂窝体成型所需无机粘结剂的较小添加量及湿坯干燥情况。
表3 无机粘结剂对活性炭蜂窝体成型及干燥的影响
| 粘结剂类型 | ω(粘结剂)/% | 成品率/% |
| 膨润土 | 15 | 50 |
| 高岭土 | 27 | 25 |
| 球粘土 | 19 | 60 |
| 海泡石 | 5 | 80 |
由表3可见,海泡石的湿坯成型能力较强,干燥制品的成品率较高。
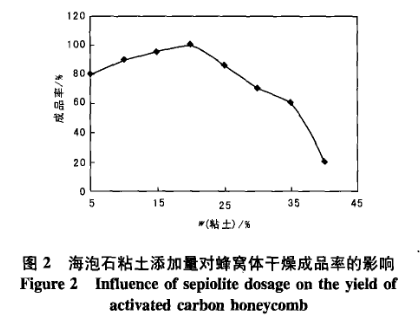
图2 海泡石粘土添加量对蜂窝体干燥成品率的影响
图2为液固质量比0.91、加入有机粘结剂占活性炭总质量的6.5%、陈化时间4h和微波干燥时间16min条件下,海泡石添加量对蜂窝体微波干燥成品率的影响。
由图2可见,干燥制品成品率随海泡石添加量增加呈现先增加后下降的趋势。因为,海泡石量增加,活性炭泥料的可塑性提高,干燥制品成品率随之提高,但海泡石量增加到一定值,活性炭在干料中的比例明显减少,而海泡石的空隙率远小于活性炭,使湿坯的毛细管排湿能力下降,干燥开裂趋势增加,干燥制品成品率下降。
2.3.2 有机粘结剂
有机粘结剂需要具备良好的润湿性和粘结力。表4为液固质量比0.91、加入无机粘结剂占活性炭总质量的20%、陈化时间4h和微波干燥时间16min条件下,活性炭蜂窝体成型所需有机粘结剂的较小添加量及湿坯干燥情况。
表4 有机粘结剂对活性炭蜂窝体成型及干燥的影响
| 粘结剂类型 | ω(粘结剂)/% | 成品率/% |
| 淀粉 | 16 | 0 |
| 腐殖酸 | 11 | 10 |
| 聚乙烯醇 | 7 | 20 |
| 纤维素醚 | 4 | 60 |
由表4可以看出,纤维素醚对活性炭的成型能力较强,干燥制品成品率较高,其次为聚乙烯醇和腐殖酸,淀粉的成型能力较差,且干燥制品全部开裂。
淀粉的粘结性差,泥料成型所需剂量大,且淀粉难溶于冷水,润湿性差,活性炭颗粒间自由水所占比例大,水化膜分布不均匀,湿坯干燥收缩不均匀程度大,干燥制品几乎全部开裂。
腐殖酸分子量较小,粘结力弱,泥料难以挤压密实,湿坯干燥收缩大,成品率低。
聚乙烯醇黏度大,对活性炭成型能力较强,但保形能力差,干燥制品成品率不高。
纤维素醚具有较强的湿坯成型和保形能力,添加占活性炭总质量4%的纤维素时,成品率达60%。纤维素醚具有独特的热凝胶化性能,在湿坯干燥过程中温度升到一定值可形成一种弹性网状结构,把活性炭颗粒固定于网状结构中,显著降低湿坯的干燥收缩程度。纤维素醚分子结构中存在大量的羟基和甲氧基,具有较强的润湿性,能够在活性炭颗粒表面迅速形成一层均匀的水化膜,使湿坯干燥收缩更均匀。
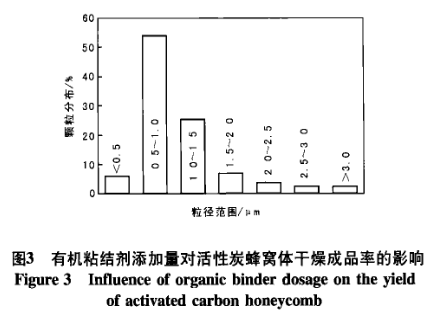
图3 有机粘结剂添加量对活性炭蜂窝体干燥成品率的影响
在液固质量比为0.91、加入的无机粘结剂占活性炭总质量的20%、陈化时间4h和微波干燥时16min条件下,有机粘结剂对活性炭蜂窝体微波干燥成品率的影响见图3。由图3可以看出,干燥制品成品率随有机粘结剂添加量的增加而增加。增加聚乙烯醇和腐殖酸添加量,干燥制品成品率增加幅度较小;增加纤维素醚添加量,干燥制品成品率大幅增加,说明纤维素醚能够明显影响蜂窝体的干燥开裂。有机粘结剂含量过高,烧成产品强度较低,故添加量应适中。
2.3.3 泥料陈化时间
干燥开裂的直接原因是坯体失水时颗粒间收缩的不均匀性。泥料密度分布越均匀,于燥收缩越均匀,开裂趋势越小。图4为液固质量比0.91、加入无机粘结剂占活性炭总质量的19%、有机粘结剂占活性炭总质量的6.5%、陈化时间4h和微波干燥时间16min条件下,泥料陈化时间对活性炭蜂窝体微波干燥成品率的影响。
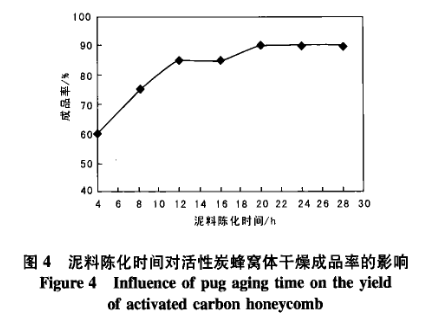
图4 泥料陈化时间对活性炭蜂窝体干燥成品率的影响
由图4可见,泥料陈化有利于干燥制品成品率的提高,但泥料陈化一段时间后(20h),再延长陈化时间,成品率不再上升。泥料陈化使有机粘结剂充分胶溶,自由水更多以水化膜的形式分布在固体颗粒表面,泥料密度分布更均匀,干燥收缩降到较低,成品率上升。粘结剂充分胶溶后,继续陈化,泥料密度均匀程度不变,成品率不再上升。
3、结论
干燥开裂是制备蜂窝活性炭的技术瓶颈。微波干燥是较有效的于燥方法,微波干燥的较佳时间为16min;粘结剂是影响蜂窝体干燥开裂的主要因素,具有层链状结构的海泡石与具有热凝胶化性能的纤维素醚是活性炭蜂窝体的较佳粘结剂;泥料较佳液固质量比由活性炭原料的饱和吸水量决定,较佳液固质量比为0.91;泥料陈化有利于提高干燥制品的成品率,泥料较佳陈化时间为20h。